
Синтеровани лим од нерђајућег челика





Спецификација
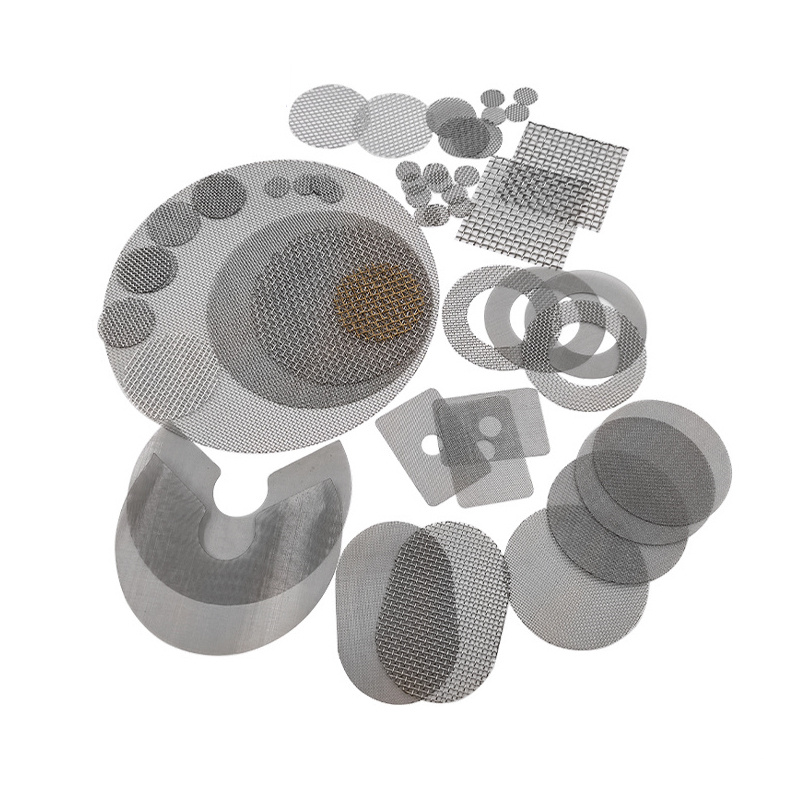
Материјал:Квалитет хране СС 304 316, бакар итд
Облик:Округли облик, правоугаони облик тороидног облика, квадратни облик, овални облик други посебан облик
Слој:Једнослојни, вишеслојни

Шта је синтерована мрежа?
Синтерована жичана мрежа се производи слагањем више једнослојних плетених мрежа од нерђајућег челика истог типа или различитих, након синтеровања, пресовања, ваљања и других процеса, израђује се дифузијом и чврстим раствором након печења у вакууму до 1100°Ц. .Нови филтерски материјал високе механичке чврстоће и укупне крутости.Жичана мрежа сваког слоја има недостатке ниске чврстоће, лоше крутости и нестабилног облика мреже, и може разумно да одговара и дизајнира величину шупљине, пропусност и карактеристике чврстоће материјала, тако да има одличну тачност филтрације и импеданцију филтрације., Механичка чврстоћа, отпорност на хабање, отпорност на топлоту и обрадивост, укупне перформансе су очигледно боље од других врста филтерских материјала као што су синтеровани метални прах, керамика, влакна, филтерска тканина итд.
Синтерована жичана мрежа је класификована према различитим нивоима и структурама жичане мреже, углавном укључујући петослојну синтеровану жичану мрежу, вишеслојну металну синтеровану жичану мрежу, синтеровану жичану мрежу са пробушеним плочама, синтеровану жичану мрежу са квадратним отвором и синтеровану жичану мрежу.
Карактеристике синтероване мреже
1. Висока чврстоћа и добра крутост: Има високу механичку чврстоћу и чврстоћу на притисак, добру обраду, заваривање и монтажу и једноставан за употребу.
2. Уједначена и стабилна прецизност: Уједначена и доследна перформанса филтрације може се постићи за све прецизности филтрације, а мрежа се не мења током употребе.
3. Окружење широке употребе: Може се користити у температурном окружењу од -200 ℃ ~ 600 ℃ и филтрацији киселог и алкалног окружења.
4. Одличне перформансе чишћења: добар ефекат противструјног чишћења, може се користити више пута и има дуг радни век (може се очистити противструјном водом, филтратом, ултразвуком, топљењем, печењем итд.).
У процесу производње синтеровања постоје три фазе
1. Фаза пре сагоревања ниске температуре.У овој фази углавном долази до обнављања метала, испаравања адсорбованог гаса и влаге, разлагања и уклањања агенса за формирање у компакту;
2. Фаза синтеровања загревања средње температуре.У овој фази почиње да се јавља рекристализација.У честицама се деформисана зрна обнављају и реорганизују у нова зрна.У исто време, оксиди на површини се смањују, а интерфејс честица формира синтеровани врат;
3. Високотемпературно очување топлоте завршава фазу синтеровања.Дифузија и струјање у овој фази су у потпуности спроведени и близу завршетка, формирајући велики број затворених пора, и настављају да се скупљају, тако да су величина пора и укупан број пора смањени, а густина синтерованог тела је значајно повећана.
Повезани производи
-

Филтер за кафу од нерђајућег челика 304 за вишекратну употребу ...
Применљиви водичи 1. Притисните кафу у праху тампером 2. Ставите одговарајућу величину мреже за одвајање воде 3. Ставите ручку апарата за кафу на главу за кување 4. Посматрајте течност Зашто користити секундарну мрежу за дистрибуцију воде?Секундарна мрежа за дистрибуцију воде ефикасно одваја кафу у праху и главу за кување како би била чиста...
-

304 Диск филтера од нерђајућег челика за храну
Спецификација Материјал: Прехрамбени разред СС 304 316, бакар, итд. Облик: Округли облик, правоугаони облик тороидни облик, квадратни облик, овални облик други специјални облик Слој: Једнослојни, вишеслојни Технички подаци Прецизност филтрације: 150 микрона и 200 микрона, доступно је и друго Број мрежа: популарна величина мреже: 80 100 мес...

